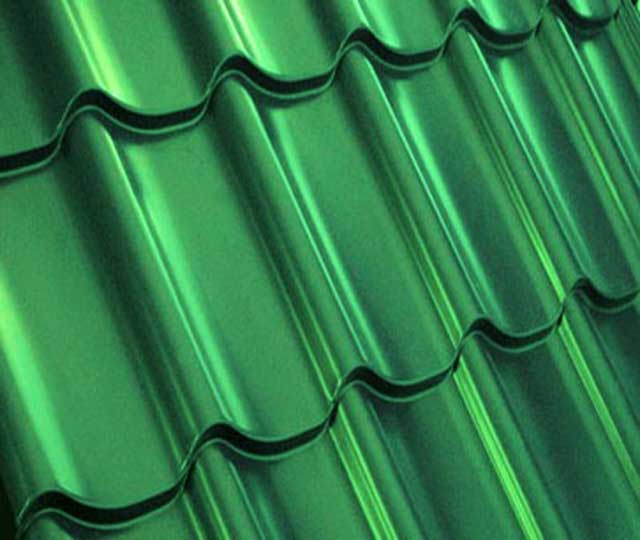
Сегодня на рынке строительных материалов особой популярностью пользуются такие кровельные материалы как профнастил и металлочерепица, для производства которых используется автоматические линии С25 или С20. Металлочерепица и профнастил могут изготавливаться на одном оборудовании. Такая универсальность линии объясняется тем, что профлист (высота волны 20 и 25 мм) является разновидностью металлочерепицы и отличается только отсутствием штамповки поперечных ступеней. Заказчик сам выбирает нужный ему тип профиля: 20 или 25 мм. При высоте волны 20мм отсутствует визуальный эффект натуральной черепицы на высоких крышах, но при этом увеличивается монтажная площадь листа металлочерепицы. При высоте волны 25мм все наоборот – четкость форм абсолютно на любой высоте при меньшей полезной площади листа черепицы.
Для производства металлочерепицы и профнастила применяют оцинкованный металл с полимерным защитным покрытием толщиной 0,45-0,55мм, которое наносится на лист при помощи специального устройства на линии. |
|
| |
|
| |
ОБЩИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
|
|
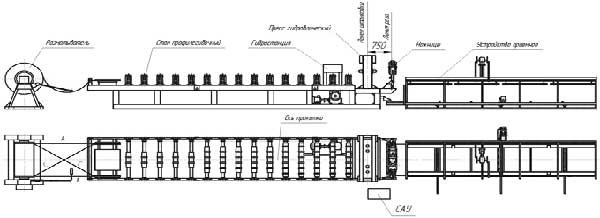
Линия для производства металлочерепицы и профнастила состоит из:
- Разматывателя рулона (двухопорный или консольный на выбор Заказчика).
Грузоподъемность разматывателя - до 10тн, хотя рулоны металла с лакокрасочным покрытием весят в среднем 5 тн;
- Отрезного станка для резки последнего листа металлочерепицы;
- Стана прокатного профилирующего;
- Штампующего устройства для формирования поперечных ступенек на предварительно профилированном листе.
Поставляется в комплекте с маслостанцией;
- Ножниц гильотинных для резки металлочерепицы или профнастила.
Контур ножей повторяет профиль металлочерепицы каскад;
- Приемного устройства (рольганг или автоматический штабелер);
- Автоматической системы управления (используется контроллер фирмы Siemens, все комплектующие только европейские).
|
|
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ |
| Габариты линии (LxBxH) - мм | 21 000 x 2 200 x 2 000 | | Исходное сырье | оцинкованный прокат толщиной 0,45-0,55мм с защитно-декоративным покрытием по ГОСТ 30246-94 в рулонах; | | Температурный режим эксплуатации оборудования | не ниже 4°С | | Производительность линии | 360 п.м. / час | | Установленная мощность оборудования | 21- кВт | | Обслуживающий персонал линии | 2 чел (оператор и подсобный рабочий). |
|
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ Обеспечивает работу всей представленной линии для производства металлочерепицы. САУ позволяет увеличить производительность труда, точно устанавливать профлист в штампующее устройство, отслеживает длину листа. САУ состоит только из комплектующих, произведенных в Европе.
|
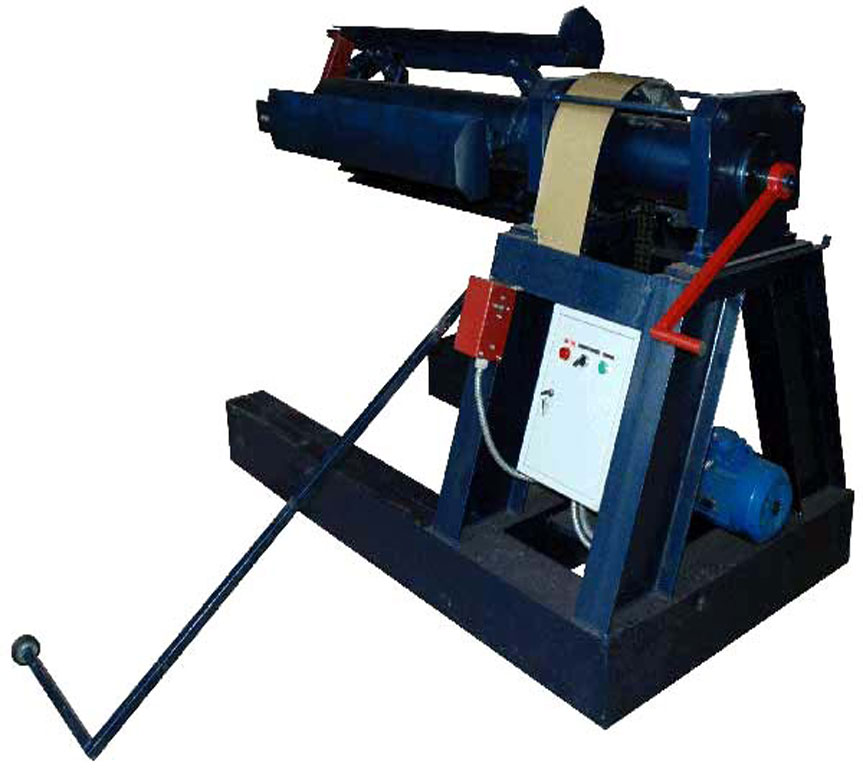
РАЗМАТЫВАТЕЛЬ РУЛОНА ДВУХОПОРНЫЙ ИЛИ КОНСОЛЬНЫЙ
Обеспечивает размотку рулона металла и непрерывную подачу в прокатный стан. Оснащен отдельной от линии автоматикой, которая обеспечивает согласованность скорости размотки и скорости прокатного стана. | 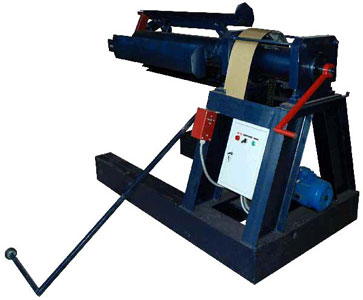 |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Габариты разматывателя (LxBxH), мм : | 1560 х 2800 х 1500 мм | | Осевая нагрузка: | до 10 000 | | Уст. мощность: | 3 кВт | | Мах. ширина рулона, мм | 1250 | | Внутренний диаметр рулона, мм Min/Max | 550/600 | | Наружний диаметр рулона, мм | До 1100 | | Толщина металла в рулоне, мм | 0,3..2.0 |
|
СТАН ПРОКАТНЫЙ
Является одним из самых главных составляющих линии для производства металлочерепицы, так как обеспечивает качество выпускаемой продукции
(четкость профиля и исполнения декоративных канавок, одинаковые радиусы гиба).
Именно в этой части производственной линии гладкий лист металла прокатывается в гофрированный профнастил, который затем подвергается штамповке для получения рисунка самой черепицы. Прокатный стан оснащен заправочным устройством и дисковыми ножницами, прокатными клетями, ножницами гильотины, штампом и гильотиной. |  |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Масса: | 7500 кг | | Габаритные размеры (LxBxH), мм: | 9200х1660х1290 | | Кол-во клетей прокатного стана, шт: | 15 | | Потребляемая мощность, кВт: | 5,5 кВТ |
|
ШТАМПУЮЩЕЕ УСТРОЙСТВО (штамп)
Предназначен для штамповки поперечных ступенек на листе и придает профилю вид натуральной черепицы. Работу штампа обеспечивает гидравлический цилиндр, состоящий из 4 гидроцилиндров. Линия также комплектуется маслостанцией. |  |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Габариты, SxLxH мм | 1660х1000х1200 | | Гидростанция - давление, кг/см2 | 125,0 | | Гидростанция - подача, л/мин | 50 | | Толщина штампуемого профиля, мм | 0,5 ±0,05 | | Ширина штампуемого профиля, мм | до 1300 | | Цикл штампования одной вертикальной ступеньки, сек (не более) | 5,0 | | Установленная мощность, кВт | 7,5 |
|
НОЖНИЦЫ ГИЛЬОТИНЫ
Предназначены для резки готовой металлочерепицы в конце прокатного стана. Ножницы бывают двух видов: с гидравлическим приводом и электромеханические.
В первом случае работу гидропривода обеспечивает маслостанция, входящая в состав штампущего устройства. |  |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Масса, кг | ок. 700 | | Габариты: | 2000х500х1300 мм | | Длина отрезаемых изделий: | по требованию Заказчика |
|
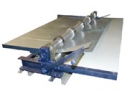
ПРИЕМНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОЧЕРЕПИЦЫ
Бывает двух видов: автоматический штабелер и рольганг. В первом случае управление осуществляется при помощи АСУ всего комплекса оборудования для производства металлочерепицы, Это в свою очередь позволяет сэкономить трудозатраты, но приведет к проблеме возникновения царапин и сколов при падении листа в пачку. Именно поэтому более целесообразным является второй вариант, когда
для укладки используется разнорабочие. |  |
|
 Заказать коммерческое предложение
Заказать коммерческое предложение